قلاویز و حدیده از جمله ابزارهای کاربردی هستند که در صنایع مختلف به منظور رزوه زنی و یا دندانه کردن قطعات مختلف به کار میروند، در این مقاله به ارائه مطالبی در رابطه با مکانیسم کار این دووسیله و هم چنین تفاوت های آن ها میپردازیم.
اگر شما به علت نوع خاص اشتغال و حرفه خود نیاز به رزوهکاری داشتهباشید، قطعا به ابزاری به نام قلاویز و حدیده احتیاج پیدا خواهید کرد، این در حالی است که این دو وسیله بر خلاف آچارآلات که عمومیت بیشتری دارند و شاید در هر جعبه ابزاری پیدا شوند، برای مصارف روزمره خیلی مورد استفاده قرار نمیگیرند اما جزو ابزارهای کاربردی در صنایع تولید مصنوعات فلزی، ساختو سازهای صنعتی ، خودروسازی و همچنین تعمیرات ناوگان حملو نقل و... محسوب میشوند. علاوه بر این در فعالیتهای کارگاهی و جزئیتر نیز قلاویز و حدیده از ابزارهای پرکاربرد به حساب میآیند. بنابراین برای آشنایی بیشتر با این دو ابزار و نحوه کار هر کدام، تا پایان این مقاله با ما همراه باشید.
قلاویز ابزاری است که برای دنده کردن و یا ایجاد رزوه در قطعات ماده به کار میرود؛ منظور از قطعات ماده، سطوح داخلی قطعات، مانند مهره میباشد؛ در واقع قلاویز ابزاری است که با تراشیدن و ایجاد رزوه باعث دنده شدن قسمتهای داخلی سطوح مختلف از جمله پلاستیک، فلز، چوب و... میشود. همچنین به فرآیند ایجاد رزوه در قطعات ماده، قلاویزکاری گفته میشود.

قلاویز در دو نوع دستی و ماشینی وجود دارد که مسلما استفاده از قلاویز ماشینی راحتتر و کارآمدتر می-باشد. در قلاویز دستی ابتدا باید توسط دریل، سوراخ مناسبی را با قطر لازم در سطح مورد نظر ایجاد کرد و سپس از قلاویز برای ایجاد دنده داخل سوراخ استفاده کرد؛ مراحل کار به این صورت است که باید ابتدا قلاویز را نیم دور یعنی 180 درجه در جهت راست چرخاند و سپس نصف نیم دور یعنی یک چهارم دوربه سمت چپ برگرداند؛ علت این کار این است که با این روش برادههای جدا شده از روی سطح کار کنده شوند. این دو مرحله چندین بار به همین ترتیب تکرار میشوند تا رزوهکاری به طور کامل انجام شود.
1-قلاویز دستی
قلاویزهای دستی در انتهای خود دارای یک قسمت چهارگوش میباشند که به این ترتیب در دست-گرفتن و حرکت دورانی را آسانتر میکنند. همچنین قلاویزهای دستی به صورت سری سه تایی موجود میباشند که معمولا هنگام رزوهکاری از هر سه قلاویز استفاده میشود؛ این کار باعث میشود که نیروی وارد شده برای براده برداری در هر کدام از قلاویزها کمتر شود و در نتیجه رزوهکاری بهتر انجام شود؛ این سه قلاویز با نامهای پیشرو، میانرو، و پسرو شناخته میشوند که هر کدام در یک مرحله از کار مورد استفاده قرار میگیرند؛ قلاویزهای پیشرو که نسبت به دو قلاویز دیگر دارای شیب بیشتری می-باشند، 50 درصد ایجاد رزوه را انجام میدهند، سپس با استفاده از قلاویز میانرو 30 درصد دیگر کار انجام میشود و در نهایت قلاویز پسرو 20 درصد نهایی کار را به انتها میرساند.
برای قلاویزکاری سوراخهای تهبسته، از هر سه قلاویز استفاده میشود اما برای سوراخهای باز تنها از قلاویز پیشرو و میانرو استفاده میشود مگر زمانی که جنس قطعه مورد نظر سخت باشد. معمولاً برای قلاویز پیشرو دو عدد خط تیره در دنباله قلاویز و برای قلاویز میانرو یک خط برای مشخصکردن و جلوگیری از زدن قلاویز اشتباه تعبیه میشود.

قلاویزهای ماشینی معمولا به صورت تکی یا سری دوتایی ساخته میشوند. در نوع ماشینی برخلاف قلاویز دستی تمام مراحل قلاویزکاری در یک مرحله و با یک قلاویز انجام میشود؛ علت آن هم این است که قسمت رزوهدار قلاویز بلندتر بوده و تمام مراحل قلاویز دستی در طول قسمت رزوهدار قلاویز ماشینی رعایت شدهاست.

3-قلاویز مخصوص مهره تراش
از این قلاویز برای برش پیچ ها کوتاه استفاده می شود.
4-قلاویز چپ تراش
گاهی وقت ها لازم است پیچ ومهره چپگرد ساخته شود که برای ساخت آناز این نوع قلاویز استفاده می شود.
دسته قلاویزها
به منظور استفاده از قلاویزها با توجه به موقعیت و مکان مورد استفاده از قلاویز کاری باید به دسته قلاویزتوجه داشت این نوع دسته قلاویز از یک پیج و مهره ساخته شده این مهره ها دارای شکاف هایی است که از طریق آن این دسته مقاوم می شودو می توانند به راحتی عمل قلاویز کاری را بر عهده بگیرد. توصیه می شود در زمان کار با قلاویز، گرد و خاک و گریس را از محیط خارج کرده و نیز پیچ و مهرۀ آن را روغن کاری نمایید.
دستگاه قلاویز زنی به وسیله مته
دستگاه قلاویز زنی به وسیلۀ ماشین مته شامل دنبالۀ مخروطی شکل است که داخل محور اصلی مته به طور خودکار محکم می شود چرا که دنبالۀ آن به صورت مخروط مُرس است. محور اصلی قلاویزگیر از یک استوانه تو خالی تشکیل شده که قلاویز داخل آن قرار می گیرد و از بیرون به وسیلۀ پیچ بیرونی محکم می گردد و سپس دستگاه را در داخل محور اصلی محکم کرده و قلاویز را نسبت به کار تنظیم می کنیم. سرعت باید بر روی دور کم قرار بگیردانتخاب درست نوع مته از نظر اندازه، بسیار مهم است چرا که قبل از شروع قلاویز کردن، باید قطعهیا شی مورد نظر سوراخ گردد. قطر سوراخ باید حتما کمتر از قطر قلاویز باشد. در صورتی که قطر سوراخ کوچک باشد، قلاویز در داخل کارگیر کرده و ممکن است شکسته شود های پیچ در داخل درهنگام انجام قلاویزکاری، باید فلزات آهنی و غیر آهنی و یا انواع فولاد، روغن کاری شوند. این کار علاوه بر بالا رفتن سرعت کار، طول عمر قطعات را نیز افزایش می دهد. در صورتی که روغن کاری انجام نشود، قلاویز در کار گرم شده و آسیب میبیند
روش قلاویز زنی
برای روش قلاویز کاری در ابتدا کار را به گیرۀ نصب شده بر روی میزی محکم ببندید و کاررا کاملاً به صورت عمودی قرار دهید. بعد از بستن کار به طور صحیح در داخل گیره قلاویز کردید انتهای چهارگوش آن را داخل دسته قلاویز قرار دهید و بعد آن را محکم کنید در زمان کار با هر دو نوع قلاویز، دستۀ قلاویز را به طور محکم در دست راست بگیرید و سر قلاویز را روی سوراخ کارمورد نظر به طور عمود قرار دهید. سپس قلاویز را یک دور کامل بچرخانید و با فشار مداوم و یکنواخت، به سمت پایین قلاویز هدایت کنید. با توقف این عمل می توانید قلاویز را مشاهده کنید که به شکل عمود بر سطح کار قرار گرفته. در صورتی که قلاویز عمود بر کار و مستقیم باشد، دستۀ قلاویز را محکم و مستقیم گرفته و منظم و یک نواخت آن را یک دور دیگر حرکت دهید. اما اگر قلاویز نسبت به کار عمود نیست، باید آن را از کار خارج کنید و دوباره آن را بر روی کار تنظیم کنید به طوری که به شکل مستقیم قرار بگیرد.

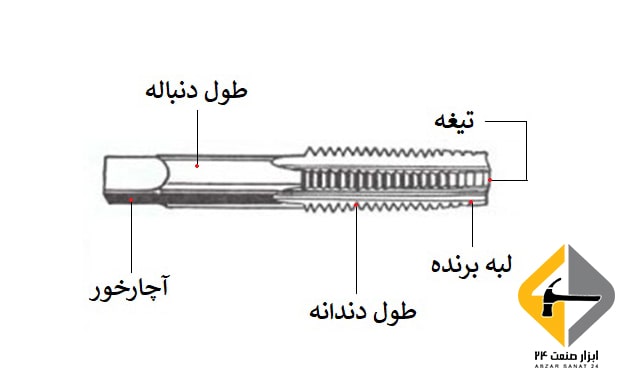
قسمتهای مختلف قلاویز
1-طول قلاویز: از قسمت لبه برنده جلوی قلاویز تا انتها، طول قلاویز گفته میشود.
2- طول دندانههای قلاویز: از ابتدای سطح قلاویز تا انتهای دندانههای آن را طول دندانههای قلاویز می-گویند.
3-لبه برنده: زاویهای که از برخورد دو سطح تحت زاویه ایجاد میشود و عمل اصلی را در برش انجام میدهد، لبه برنده گفته میشود.
4-زاویه آزاد: زاویهای است که باعث میشود سایش ابزار کمتر شود، در نتیجه عمل برش موثرتر انجام شود.
5- شیار قلاویز: در طول دندانهها، محلی برای تخلیه براده از سوراخ وجود دارد که شیار قلاویز نامیده میشود.
6-آچارخور: قسمتی که برای گرفتن قلاویز جهت دوران استفاده میشود آچارخور نام دارد.
حدیده ابزاری است که برای ایجاد رزوه در قطعات نر به کار میرود؛ منظور از قطعات نر ،قسمت خارجی سطوح، مانند پیچ میباشد؛ در واقع زمانی که شما به وسیله حدیده تراشیدن و دندهکردن را در قسمت خارجی سطوح انجام میدهید، به این فرایند رزوهتراشی یا پیچتراشی گفته میشود. حالا برای درک بهتر تفاوت قلاویز و حدیده پیچ و مهره را در نظر بگیرید؛ قلاویز برای ایجاد رزوه در قسمت داخلی مهره که اصطلاحاً قطعه ماده کار محسوب میشود و حدیده برای ایجاد رزوه پیچ، مورد استفاده قرار میگیرد.

حدیده از انواعی از آلیاژها مانند قطعات آلومینیومی، فولاد، مس، چدن، برنج، استیل و.... ساخته میشوند. همچنین به دو صورت اینچی و متریک موجود میباشند. نحوه نگهداری حدیدهها نیز به جنس آلیاژ به کار رفتهشان بستگی دارد.
حدیده در دو نوع دستی و ماشینی موجود میباشد؛ حدیده دستی از نوعی فولاد که به آن تندبر یا فولادپرکن میگویند ساخته میشود. این ابزار در دو نوع درزدار و بدون درز ساخته میشود؛ حدیده درزدار به شکلی است که درامتداد شیار ها شکافی وجود دارد که به آن درز گفته میشود؛ قطر حدیده درزدار بین 0.1 تا 0.3 میلیمتر متغیر است اما نوع بدون درز با قطر ثابت ساخته میشود و هیچگونه شکافی در ساختار آن وجود ندارد. در نوع بدون درز یک شیار بر روی حدیده تعبیه میشود که در صورت تمایل بریده میشود و تبدیل به حدیده بدون درز میشود.
به طور کلی، با توجه به قطعه مورد نظر که نیاز به رزوه تراشی دارد، به حدیدههای متفاوتی نیاز است؛ برای مثال اگر پیچ بری فقط با قطر ثابت و مشخصی انجام شود، به حدیده یک پارچه نیاز است که در دو نوع گرد و شش گوش موجود میباشد که البته همانطور که گفته شد نوع ششگوش بیشتر برای ترمیم کاربرد دارد اما در پیچهای بزرگتر به علت حجم بیشتر برادههای آهن امکان انجام کار براده برداری با یک مرتبه ممکن نیست، در نتیجه نیاز است تا از حدیده چند پارچه استفاده شودتا با نزدیک کردن پارچهها به آرامی دندانهها کنار هم نزدیک شوند و عمل براده برداری کامل شود. نوع دیگری از حدیده موجود میباشد که برای حدیده کردن لوله فولادی به کار میرود، برای این کار از دو یا یا چهار پارچه استفاده میشود.
حدیدههای ماشینی در انواع متعددی وجود دارند که قابلیت رزوه زنی قطعات مختلف را دارند،برای مثال بعضی از آنها قابلیت رزوه زنی میلگرد را هم دارا میباشند؛ در نوع برقی بدون نیاز به فشار و نیروی انسانی کار رزوه زنی و براده برداری انجام میشود.
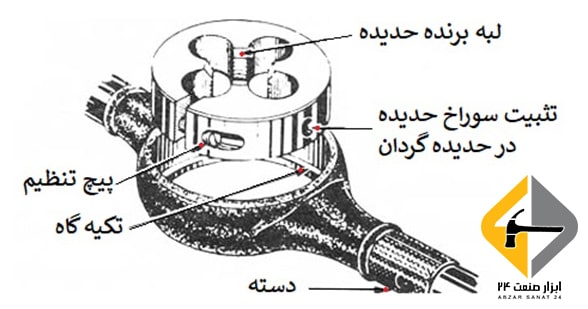
1-بدنه حدیده: قسمتی که فرم و شکل دندانههای رزوه بر روی آن طراحی شده است بدنه نام دارد.
2-سوراخ محیط حدیده: قسمتی که برای محکم کردن حدیده بر روی دسته حدیده طراحی شده است سوراخ محیط حدیده نام دارد.
3- پیچ تنظیم حدیده: به کمک این قسمت، میزان و عمق دندانه را نسبت به سطح میله میتوان تنظیم کرد.
4- لبه برنده حدیده: به دندانههای حدیده گفته میشود که باعث عمل برادهبرداری از سطح میشود.
5- دسته حدیده: این قسمت برای قرارگیری حدیده تعبیه شده است.
1- هنگام قلاویزکاری، به اندازه هر نیمدور که ابزار را به طرف راست میچرخانید، یک چهارم دور آن را به سمت چپ بچرخانید تا برادههای کنده شده از بین لبههای برنده آزاد شوند.
2-در هنگام قلاویزکاری و رزوهتراشی از اعمال نیروی زیاد خودداری کنید، چرا که باعث شکستن ابزار و خراب شدن قطعه و همچنین ناصاف شدن دندانهها میشود.
3 -برای دنده کردن قطعات فولادی بهتر است روغن به ابزار زده شود.
4 -برای دنده کردن قطعات آلومینیومی، استفاده از نفت مناسبتر میباشد.
5-برای دندهکردن برنج یا چدن در قطعات کوچک، نیاز به استفاده از هیچ روغنی نیست، مگر در صورتی که قطعات بزرگ باشند.
در نهایت خوب است بدانید، استفاده از ابزارهایی مانند قلاویز و حدیده مانند هر ابزار دیگری، پیش از هر چیز به مهارت احتیاج دارد؛ ما نیز با تمام تلاش خود برآن هستیم تا بتوانیم با ارائه کامل ترین اطلاعات در خصوص مهارت های استفاده از این دو ابزار، شما را یاری کنیم.
تمامی حقوق مادی و معنوی این سایت متعلق به ابزار صنعت 24 می باشد و هرگونه کپی برداری غیر اخلاقی بوده و پیگرد قانونی دارد
طراحی سایت توسط گروه تخصصی وطن دیزاین
سئو توسط دهکده دیجیتال دلوان